有學過6
sigma的同學, 一定知道 Minitab這套軟體, 因為它把6 sigma實用化了. 過去 Minitab 並沒有中文版, 但對岸有人將它漢化後, 官方也出簡體中文版, 使用簡體中文版會比英文版更friendly, 但畢竟兩岸語文還是有差異, 尤其專有名詞上的差異更讓人難以適從, 例如常態分配 v.s. 正态分布; 品質 v.s. 质量; 巨集 v.s. 宏; 變異數分析
v.s.方差分析; 進階 v.s. 高级…
官方目前沒有繁體中文版.~可惜! 希望 Minitab TWN公司能早日完成繁體中文版的 Minitab. ~期待!
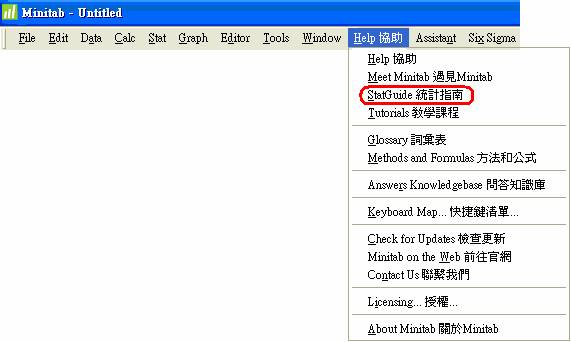
先前談到 Tutorials 教學課程, 了解如何使用 Minitab 各項功能。而在Help 協助 > StatGuide 統計指南中, 則對於輸出的結果有詳細的解釋說明:
Control Charts > Variables Charts for Subgroups > I-MR-R/S
(Between/Within) Chart


I-MR-R/S(組間/組內)管制圖 > 匯總
使用 I-MR-R/S(組間/組內)管制圖建立一個同時使用子群組間和子群組內變異的管制圖。範例,為紙張塗上薄膜的製程可能同時具有子群組間和子群組內變異。變異中的子群組內變異是一個紙卷(子群組)內的薄膜厚度。如果對於每個紙卷都要重設機器,則各個紙卷(子群組)之間可能也存在變異。
I-MR-R/S 管制圖包含下列各項:
· 個別值 (I) 管制圖,繪製子群組平均值,可用於評估製程位置。
· 移動範圍 (MR) 管制圖,繪製變異的子群組間分量。
· R 管制圖或 S 管制圖,繪製製程變異的子群組內分量。
注意
Minitab 顯示 R 管制圖還是 S 管制圖取決於所選估計方法和子群組大小。
這三個管制圖的組合提供了評估製程位置的穩定性、變異的子群組間分量和變異的子群組內分量的方法。
資料描述
一家注塑成型公司使用模具來生產零件。每個模具一次生產五個零件。收集了 20 個子群組,每組 5 個零件。
資料:
注塑成型.MTW (在樣本資料檔案夾中)
I-MR-R/S(組間/組內)管制圖 > 標準差
標準差表提供了製程中不同類型變異的估計值。
· 組間標準差提供了子群組間變異的估計值 - 這是子群組之間存在的變異。
· 組內標準差提供了子群組內變異的估計值 - 這是每個子群組記憶體在的變異。
· 組間/組內標準差提供了個別值量測值的總變異的估計值。合計標準差是組間和組內標準差的結合
輸出範例
組間 0.165737
組內 0.243244
組間/組內
0.294341
解釋
對於注塑成型資料,組間標準差的估計值是 0.165737。組內標準差的估計值為 0.243244。組間/組內標準差的估計值為 0.294341。
I-MR-R/S(組間/組內)管制圖 > 特殊原因檢定結果 - I 管制圖
個別值 (I) 管制圖可評估製程位置是否受控制。每個特殊原因檢定可檢測 I 管制圖上繪製的資料中超出管制界限制和特定模式的點。
· 當某個子群組通不過檢定時,Minitab 將在作業視窗中加以報告,並在 I 管制圖中進行記號。未透過檢定的子群組表明資料中存在可能由於特殊原因變異而導致的非隨機模式。應當對這些子群組進行分析研究。
· 如果檢定結果中沒有顯示任何點,則表明沒有任何子群組未透過特殊原因檢定。
輸出範例
零件
的子群組平均值 MR 管制圖檢定結果
檢定 1。1 個點,距離中心線超過 3.00
個標準差。
檢定出下列點不合格: 14
零件
的 R 管制圖檢定結果
檢定 1。1 個點,距離中心線超過 3.00
個標準差。
檢定出下列點不合格: 8
解釋
對於注塑成型資料,全部子群組均透過了 I 管制圖上的特殊原因檢定;因此製程位置中沒有缺乏控制的證據。
I-MR-R/S(組間/組內)管制圖 > 特殊原因檢定結果 - MR 管制圖
移動範圍 (MR) 管制圖可評估子群組間變異是否受控制。每個特殊原因檢定可檢測 MR 管制圖上繪製的資料中超出管制界限制和特定模式的點。
· 當某個子群組通不過檢定時,Minitab 將在作業視窗中加以報告,並在 MR 管制圖中進行記號。未透過檢定的點表明兩個連續子群組之間的變異要多於預期。應當對這些子群組進行分析研究。
· 如果檢定結果中沒有顯示任何點,則表明沒有任何子群組未透過特殊原因檢定。
輸出範例
零件
的子群組平均值 MR 管制圖檢定結果
檢定 1。1 個點,距離中心線超過 3.00
個標準差。
檢定出下列點不合格: 14
解釋
對於注塑成型資料,子群組 14 未透過 MR 管制圖上的檢定 1。檢定 1 檢測距離中心線大於 3 s 的個別值點。此檢定提供了製程中缺乏控制的最有力證據。
I-MR-R/S(組間/組內)管制圖 > 特殊原因檢定結果 - R 管制圖
R 管制圖評估子群組內變異是否受控制。每個特殊原因檢定可檢測移動範圍 (MR) 管制圖上繪製的資料中超出管制界限制和特定模式的點。
· 當某個子群組通不過檢定時,Minitab 將在作業視窗中加以報告,並在 R 管制圖中進行記號。未透過檢定的子群組表明資料中存在非隨機模式,該模式可能是由於特殊原因變異導致的。應當對這些子群組進行分析研究。
· 如果作業視窗中沒有顯示任何點,則表明全部子群組均透過了特殊原因檢定。
注意
顯示 R 管制圖還是 S 管制圖取決於所選估計方法和子群組大小。
輸出範例
零件
的 R 管制圖檢定結果
檢定 1。1 個點,距離中心線超過 3.00
個標準差。
檢定出下列點不合格: 8
解釋
對於注塑成型資料,子群組 8 未透過 R 管制圖上的檢定 1。未透過檢定的子群組表明其變異大於預期。檢定 1 檢測距離中心線大於 3 s 的子群組,並提供製程中缺乏控制的最有力證據。
I-MR-R/S(組間/組內)管制圖 > 特殊原因檢定結果 - S 管制圖
S 管制圖評估子群組內變異是否受控制。每個特殊原因檢定可檢測 S 管制圖上繪製的資料中的特定模式。
· 當某個子群組通不過檢定時,Minitab 將在作業視窗中加以報告,並在 S 管制圖中進行記號。未透過檢定的子群組表明資料中存在非隨機模式,該模式可能是由於特殊原因變異導致的。應當對這些子群組進行分析研究。
· 如果作業視窗中沒有顯示任何點,則表明全部子群組均透過了特殊原因檢定。
對於注塑成型資料,子群組大小是 5,並且所選擇的是估計子群組內標準差的 Rbar 方法;因此不顯示 S 管制圖。
注意
顯示 R 管制圖還是 S 管制圖取決於所選估計方法和子群組大小。
I-MR-R/S(組間/組內)管制圖 > 圖表 - I 管制圖
使用個別值 (I) 管制圖評估製程位置。I 管制圖包含下列各項:
· 表示子群組平均值的繪製點。
· 中心線(綠色),該線表示整體製程平均值(全部子群組平均值再平均)。
· 管制界限制(紅色),位於中心線上方和下方 3 s 處,當製程不受控制時,這些限制可提供一種直觀評估方法。表示子群組平均值的預期變異量的限制,使用子群組平均值的移動範圍的平均值計算得到。
Minitab 最多可對 I 管制圖執行 8 種特殊原因檢定,這些檢定可檢測出資料中超出管制界限制和特定模式的點。未透過檢定的點標有一個紅色符號和失敗檢定編號。在作業視窗中列印有完整結果。未透過檢定的點表明資料中存在非隨機模式,該模式可能是由於特殊原因變異導致的。應當對這些點進行調查分析。
輸出範例

解釋
注塑成型資料的 I 管制圖可以總結如下:
· 控制下限和控制上限分別為 11.505 和 12.694。因此,子群組平均值的預期範圍在 11.505 和 12.694 之間。中心線(整體製程平均值)為 12.099。
· 全部子群組均透過了 I 管制圖上的特殊原因檢定;因此製程位置中沒有缺乏控制的證據。
I-MR-R/S(組間/組內)管制圖 > 圖表 - MR 管制圖
移動範圍 (MR) 管制圖可評估子群組間變異是否受控制。MR 管制圖包含下列各項:
· 移動範圍的描繪點,即兩個連續點之間差的絕對值。
· 中心線(綠色),即全部移動範圍的平均值。
· 管制界限制(紅色),位於中心線的上方和下方,這些限制可提供移動範圍中預期變異量的直觀顯示。
Minitab 對 MR 管制圖最多執行 4 種特殊原因檢定,它們檢測資料中超出管制界限制和特定模式的點。未透過檢定的點標有一個紅色符號和失敗檢定編號。在作業視窗中列印有完整結果。未透過檢定的點表明資料中存在非隨機模式,該模式可能是由於特殊原因變異導致的。應當對這些點進行調查分析。
輸出範例
解釋
注塑成型資料的 MR 管制圖可以總結如下:
· 控制下限和控制上限分別為 0 和 0.7306。因此,移動範圍的預期範圍應在 0 和 0.7306 之間。中心線(平均移動範圍)是 .2236。
· 一個子群組未透過 MR 管制圖上的檢定 1。檢定 1 檢測距離中心線大於 3 s 的個別值點。此檢定提供了製程中缺乏控制的最有力證據。
I-MR-R/S(組間/組內)管制圖 > 圖表 - R 管制圖
R 管制圖評估子群組內變異是否受控制。R 管制圖包含下列各項:
· 表示子群組範圍的描繪點,提供了子群組內變異的估計值。
· 中心線(綠色),它是製程的總平均值(全部子群組範圍的平均值)。
· 管制界限制(紅色),位於中心線的上方和下方,當製程不受控制時,這些限制可提供一種直觀的評估方法。表示子群組範圍的預期變異量的限制是透過使用子群組內變異計算的。
Minitab 最多可對 R 管制圖執行 4 種特殊原因檢定,這些檢定可檢測資料中超出管制界限制和特定模式的點。未透過檢定的點標有一個紅色符號和失敗檢定編號。在作業視窗中列印有完整結果。未透過檢定的點表明資料中存在非隨機模式,該模式可能是由於特殊原因變異導致的。應當對這些點進行調查分析。
輸出範例
解釋
注塑成型資料的 R 管制圖可以總結如下:
· R 管制圖的控制下限和控制上限分別為 1.196 和 0。因此,子群組範圍的預期範圍在 1.196 和 0 之間。中心線(平均移動範圍)是 0.566。
· 一個子群組未透過 R 管制圖上的檢定 1。檢定 1 檢測距離中心線大於 3 s 的個別值點,並提供了製程中缺乏控制的最有力證據。
注意
顯示 R 管制圖還是 S 管制圖取決於所選估計方法和子群組大小。
I-MR-R/S(組間/組內)管制圖 > 圖表 - S 管制圖
S 管制圖評估子群組內變異是否受控制。S 管制圖包含下列各項:
· 描繪點,這些點表示子群組標準差,並且可顯示子群組記憶體在變異的跡象。
· 中心線(綠色),該線表示製程標準差(全部子群組標準差的平均值)。
· 管制界限制(紅色),位於中心線的上方和下方。當製程不受控制時,這些限制可提供一種直觀的評估方法。表示子群組標準差的預期變異量的管制界限制是透過使用子群組內變異計算的。
Minitab 最多可對 S 管制圖執行 4 種特殊原因檢定,這些檢定可檢測資料中超出管制界限制和特定模式的點。未透過檢定的點標有一個紅色符號和失敗檢定編號。在作業視窗中列印有完整結果。未透過檢定的點表明資料中存在非隨機模式,該模式可能是由於特殊原因變異導致的。應當對這些點進行調查分析。
注意
顯示 R 管制圖還是 S 管制圖取決於所選估計方法和子群組大小。
輸出範例
解釋
對於注塑成型資料,子群組大小是 5,並且所選擇的是估計子群組內標準差的 Rbar 方法;因此不計算 S 管制圖。
Control Charts > Variables Charts for Subgroups > I-MR-R/S
(Between/Within) Chart > more


什麼是子群組資料計量值管制圖?
子群組資料計量值管制圖是一些功能強大的簡單可視化工具,用於確定製程是否受控制。
· 受控制製程僅顯示管制界限制內的隨機變異。
· 不受控制製程可描述由於存在特殊原因而導致的異常變異。
換句話說,管制圖可以協助您確定製程平均值(中心)和製程變異性(展開)是否在恆定水準運作。透過區分常見變異和特殊原因變異,管制圖有助於集中問題解決工作。
子群組資料計量值管制圖包含:
· 描繪點,每個點都表示從製程中取樣的資料(如子群組平均值)的一個合理子群組。Minitab 相對於樣本編號或時間繪製此統計量,並且按時間順序顯示結果。
· 中心線,該線表示全部子群組的品質特徵的預期值。
· 控制上限和控制下限(UCL 和 LCL),這些限制設定為距離中心線上方和下方 3 s。這些管制界限制可直觀顯示預期變異量。管制界限制可預測製程應當如何運作。管制界限制基於製程的實際欄為,而不是預期欄為,它們不是規格界限制。製程可以受控制,但是還不符合要求。

管制圖透過使用特殊原因檢定來評估變異模式是否穩定。如果檢測到特殊原因變異,則應當尋找導致此變異的因素,以便能夠實施更正措施。
特殊原因檢定
當製程受控制時,管制圖上的描繪點應當隨機位於管制界限制內。特殊原因檢定將評估描繪點是否隨機分布在管制界限制內。
在這 8 種特殊原因檢定中,每種檢定都在管制圖上繪製的資料中尋找特定模式。非隨機模式表示存在應當進行調查分析的特殊原因變異。
當某個樣本通不過檢定時,Minitab 會在管制圖上用一個紅色符號和檢定編號對其進行記號。如果某個點未透過多個檢定,則僅顯示第一個失敗檢定的編號。此外,Minitab 將在作業視窗中顯示一個匯總表,該表中包含未透過檢定的全部樣本的完整資訊。
您應當根據您對製程的瞭解程度來應用這些檢定。如果覺得您的資料中可能包含某些模式,請選擇適當的檢定尋找這些模式。這可使管制圖更加敏感,但會使獲得假信號的幾率增大。如果同時使用多個檢定,則獲得缺乏控制信號的幾率會增大。
執行檢定時,樣本大小必須相等。可以透過變更觸發檢定失敗的臨界值來調整檢定敏感度。
注意
只有檢定 1-4 可用於 R、S 和移動範圍管制圖。
解釋特殊原因檢定
請注意,只有檢定 1-4 可用於 R、S 和移動範圍管制圖。
檢定 1 1 個點距離中心線超過 3s。
檢定 1 評估變異模式是否穩定。檢定 1 提供出最強有力的缺乏控制證據。如果製程中的較小偏移有意義,則可以使用檢定 2、5 和 6 對檢定 1 進行補充,以便產生敏感度更高的管制圖。

檢定 2 連續 9 個點位於中心線的同一側。
檢定 2 評估變異模式是否穩定。如果製程中的較小偏移有意義,則可以使用檢定 2 對檢定 1 進行補充,以便產生敏感度更高的管制圖。

檢定 3 連續 6 個點都遞增或都遞減。
檢測到一種趨勢,或持續上移或下移。此檢定尋找一長串連續的點,這些點方向不變。

檢定
4 連續 14 個點上下交錯。
這些點描述存在系統變數。變異模式應當為隨機,但是當某個點通不過檢定 4 時,這描述變異模式可預測。

檢定 5 3 個點中有 2 個點距離中心線超過 2s(同側)。
檢定 5 評估製程中較小偏移的變異模式。

檢定 6 5 個點中有 4 個點距離中心線超過 1s(同側)。
檢定 6 評估製程中較小偏移的變異模式。

檢定 7 連續 15 個點全部在距離中心線
1s 以內(任一側)。
檢定 7 識別出一種變異模式,有時會將這種模式誤認為是有良好控制的表現。這種類型的變異稱作分層,其特點是點距離中心線太近。

檢定 8 連續 8 個點距離中心線超過 1s(任一側)。
檢定 8 被稱作混合。混合模式的發生條件是:這些點具有避開中心線的趨勢,但在管制界限制附近繪製。

子群組間和子群組內變異
當收集管制圖的樣本時,應選擇邏輯子群組以便每個子群組中能反映出因常規原因所導致的全部變異。但這並非始終可能或可欄。
範例,您可能用同一批原材料生產了大量零件。如果每個子群組都是從單獨的批次中抽樣的,則子群組內變異將不能描述各批次之間的變異。需要單獨估計子群組間變異。隨後可以合併子群組間和子群組內變異以反映常規原因變異的合計效果。
顯示 R 管制圖與 S 管制圖
Minitab 顯示 R 管制圖還是 S 管制圖取決於所選估計方法和子群組大小。
· 如果估計是以子群組範圍的平均值為基礎,則 Minitab 會顯示 R 管制圖。
· 如果估計是以子群組標準差的平均值為基礎,則 Minitab 會顯示 S 管制圖。
· 如果估計是以合併標準差為基礎,且子群組大小小於或等於 8,則 Minitab 會顯示 R 管制圖。
· 如果估計是以合併標準差為基礎,且子群組大小大於或等於 9,則 Minitab 會顯示 S 管制圖。
聲明: 本文純粹學術性研討, 內容所提及任何關於 Minitab 專有創作文字, 圖像與架構…等皆屬Minitab Inc. 版權所有, 嚴禁商業上轉貼使用.
沒有留言:
張貼留言