有學過6
sigma的同學, 一定知道 Minitab這套軟體, 因為它把6 sigma實用化了. 過去 Minitab 並沒有中文版, 但對岸有人將它漢化後, 官方也出簡體中文版, 使用簡體中文版會比英文版更friendly, 但畢竟兩岸語文還是有差異, 尤其專有名詞上的差異更讓人難以適從, 例如常態分配 v.s. 正态分布; 品質 v.s. 质量; 巨集 v.s. 宏; 變異數分析
v.s.方差分析; 進階 v.s. 高级…
官方目前沒有繁體中文版.~可惜! 希望 Minitab TWN公司能早日完成繁體中文版的 Minitab. ~期待!
先前談到 Tutorials 教學課程, 了解如何使用 Minitab 各項功能。而在Help 協助 > StatGuide 統計指南中, 則對於輸出的結果有詳細的解釋說明:

Control Charts > Attributes Chart > C Chart


C 管制圖 > 匯總
使用 C 管制圖評估每個樣本中的瑕疵數是否受控。
· 受控製程僅顯示每個樣本中瑕疵數的隨機變異。
· 不受控製程顯示每個樣本中可能因存在特殊原因所導致瑕疵的數量的異常變異。
瑕疵是產品或服務中任何不會導致產品或服務不可用(即缺點)的不一致。瑕疵的範例包含一塊玻璃中的氣泡、絕緣線中的薄弱點或布料中的瑕疵。
注意
樣本大小發生變化時不應使用 C 管制圖,因為管制界限制和中心線都會隨樣本大小的變化而變化。這使得 C 管制圖變得難以解釋。當樣本大小總是變化時,請使用 U 管制圖。
資料描述
壁紙製造商要評估其印刷製程的穩定性。從 25 卷壁紙中抽取了 100 英尺的樣本,並計算了瑕疵數,其中包含印刷污漬、圖表趨勢失真和缺墨。
資料:
牆紙.MTW (在樣本資料檔案夾中)
C 管制圖 > 檢定結果
C 管制圖用於評估每個樣本中的瑕疵數是否受控。特殊原因檢定可檢測管制圖上繪製的資料中超出管制界限制和特定模式的點。
· 點未透過檢定時,Minitab 在作業視窗中報告該點,並在 C 管制圖上對該點做記號。未透過檢定的點表明資料中存在非隨機模式,該模式可能是由於特殊原因變異導致的。應當對這些點進行調查分析。
· 如果檢定結果中沒有顯示任何點,則表明沒有任何點因特殊原因而未透過檢定。
注意
樣本大小發生變化時不應使用 C 管制圖,因為 C 管制圖中心線和管制界限制不會考慮樣本大小的變化。當樣本大小總是變化時,請使用 U 管制圖。
輸出範例
檢定 1。1 個點,距離中心線超過 3.00
個標準差。
檢定出下列點不合格: 12, 13
解釋
壁紙資料未透過特殊原因檢定,這就有證據表明該製程因為存在特殊原因的變異而不受控。兩個資料點未透過下列檢定:
· 樣本
12 和 13 未透過檢定 1,該檢定尋找距離中心線大於 3 s 的點。此檢定為製程缺乏控制提供了最有力的證據,並可檢測缺點分布的變化。
這些結果表明,就瑕疵數而言,製程是不受控的。應該認定並校正導致此變異的因子。
C 管制圖 > 圖表 - C 管制圖
C 管制圖用於評估每個樣本中的瑕疵數是否受控。C 管制圖包含:
· 描繪點,它們表示每個樣本的缺點數
· 中心線(綠色),是每個樣本中瑕疵的平均數
· 管制界限制(紅色),位於中心線上下 3 s 處,並用於直觀地評估何時對製程採取操作。
Minitab 對 NP 管制圖最多執行四種特殊原因檢定,每種檢定都檢測資料中的特定模式。資料點未透過檢定時,Minitab 在 NP 圖中以紅色星號和所未透過的檢定的編號對其進行記號。未透過檢定的點表明資料中存在可能由於特殊原因變異所導致的非隨機模式。應當對這些點進行調查分析。
注意
樣本大小發生變化時不應使用 C 管制圖,因為管制界限制和中心線都會隨樣本大小的變化而變化。這使得 C 管制圖變得難以解釋。當樣本大小總是變化時,請使用 U 管制圖。
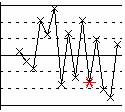
輸出範例

解釋
壁紙資料的 C 管制圖可以匯總如下:
· 控制下限和控制上限分別為 18.51 和 54.85。因此,每個樣本的瑕疵數預期落於 18.51 和 54.85 之間。中心線(每個樣本中瑕疵的平均數)為 36.68。
· 兩個位於控制上限 54.85 上方的點未透過檢定 1,因為它們位於中心線上方大於 3 s 處。檢定 1 是不受控製程的最有力指標。
因此,壁紙製程不受控,這可能是由於存在特殊原因所致。接下來,要嘗試認定並校正導致此特殊原因變異的那些因子。消除這些原因後,製程才能達到一種統計控制狀態。
Control Charts > Attributes Chart > C Char > more

什麼是計數值資料的管制圖?
管制圖是功能強大而易用的可視化工具,有助於確定製程是否受控。
· 受控製程僅顯示隨機變異。
· 不受控制製程可描述由於存在特殊原因而導致的異常變異。
換句話說,管制圖可以有助於確定製程是否試驗於恆定水準。透過區分常見變異和特殊原因變異,管制圖有助於確定解決問題的努力方向。
計數值的管制圖包含:
· 按時間順序描繪的資料點,它們表示從製程採集的資料的合理樣本,且為下列二者中任一
- 每個樣本的缺點或瑕疵數的計數
- 每個樣本缺點或瑕疵的比例
· 中心線,缺點或瑕疵的平均數或平均比例
· 管制界限制,設定於中心線任意一側 3 s 距離處,直觀地顯示缺點或瑕疵的期望數值或比例。
管制界限制提供了樣本之間應存在的變異量的邊界,並預測製程所應該採取的欄為方式。管制界限制基於製程的實際欄為,而不是預期欄為,因為其不是規格界限制。製程可以受控制,但是還不符合要求。

管制圖透過使用特殊原因檢定來評估變異模式是否穩定。如果檢測到特殊原因變異,則應當尋找導致此變異的因子,以便能夠實施更正措施。
何時使用計數值與變數管制圖
在下列情況下具有計數值資料:
· 資料只能取兩個值中的一個值,範例透過/失敗、去/不去或出席/缺席。範例,在服務呼叫中心中,來電不是被應答(成功)就是未被應答(失敗)。這是缺點資料,它採取二項分布的形式。
· 資料是計數,範例表面劃痕數、事故數或印刷錯誤數。範例,織品製造商繪製了每 10 平方碼織物瑕疵數的圖表。這是瑕疵資料,它採取
Poisson 分布的形式。
在下列情況下具有變數資料:
· 資料是量測值,範例長度或柱面數、管的填滿重量或植物的生長率。
但是,可以透過按產品是否滿足規格來分類,從而將變數資料轉換為計數值資料。範例,如果興趣集中於滾珠軸承的直徑,則可以
· 精確量測滾珠軸承的直徑,並記錄精確的量測值。在此情況下,要使用變數資料。
· 量測滾珠,然後根據量測值是否在規格界限制之內,對其進行分類。如果記錄不符合規格的滾珠軸承數,則要使用計數值資料。
下列列表顯示變數管制圖和計數值管制圖的功能。使用有關管制圖和製程的資訊來確定哪個管制圖最符合需要。

特殊原因檢定
當製程受控時,管制圖上的描繪點應當以隨機方式落於管制界限制之內。特殊原因檢定評估描繪點是否隨機分布在管制界限制之內。
四種特殊原因檢定中的每種都尋找描繪資料中超過管制界限制或特定模式的點。非隨機模式表示存在應當進行調查分析的特殊原因變異。
當樣本或點未透過檢定時,Minitab 會在管制圖中指明檢定編號。如果某個點未透過多個檢定,則僅顯示第一個失敗檢定的編號。此外,還會在作業視窗中顯示一個匯總表,其中包含全部未透過的檢定的完整資訊。
您應當根據您對製程的瞭解程度來應用這些檢定。如果覺得您的資料中可能包含某些模式,請選擇適當的檢定尋找這些模式。如果同時使用多個檢定,則獲得缺乏控制信號的幾率會增大。
執行檢定時,子群組大小無須相等。可以透過在工具 > 選項中變更觸發檢定失敗的臨界值來調整檢定的靈敏度。
解釋特殊原因檢定
請注意,只有檢定 1-4 可用於 R、S 和移動範圍管制圖。
檢定 1 1 個點距離中心線超過 3s。
檢定 1 評估變異模式是否穩定。檢定 1 提供出最強有力的缺乏控制證據。如果製程中的較小偏移有意義,則可以使用檢定 2、5 和 6 對檢定 1 進行補充,以便產生敏感度更高的管制圖。

檢定 2 連續 9 個點位於中心線的同一側。
檢定 2 評估變異模式是否穩定。如果製程中的較小偏移有意義,則可以使用檢定 2 對檢定 1 進行補充,以便產生敏感度更高的管制圖。

檢定 3 連續 6 個點都遞增或都遞減。
檢測到一種趨勢,或持續上移或下移。此檢定尋找一長串連續的點,這些點方向不變。

檢定 4 連續 14 個點上下交錯。
這些點描述存在系統變數。變異模式應當為隨機,但是當某個點通不過檢定 4 時,這描述變異模式可預測。

檢定 5 3 個點中有 2 個點距離中心線超過 2s(同側)。
檢定 5 評估製程中較小偏移的變異模式。

檢定 6 5 個點中有 4 個點距離中心線超過 1s(同側)。
檢定 6 評估製程中較小偏移的變異模式。

檢定 7 連續 15 個點全部在距離中心線
1s 以內(任一側)。
檢定 7 識別出一種變異模式,有時會將這種模式誤認為是有良好控制的表現。這種類型的變異稱作分層,其特點是點距離中心線太近。

檢定 8 連續 8 個點距離中心線超過 1s(任一側)。
檢定 8 被稱作混合。混合模式的發生條件是:這些點具有避開中心線的趨勢,但在管制界限制附近繪製。
子群組大小和管制界限制
當樣本大小發生變化時,P 和 U 管制圖的管制界限制也會發生變化。
如果樣本大小只有較小的差異,則使用平均樣本大小也不會遺失大量資訊。使用平均樣本大小會導致固定的管制界限制,這使管制圖更加容易解釋。
當最大和最小樣本大小與平均樣本大小相差不超過 25% 時,通常建議使用平均樣本大小。範例,平均樣本大小為 100 時,最小樣本大小應不小於 75,而最大樣本大小應不大於 125。
注意
樣本大小發生變化時不應使用 NP 或 C 管制圖,因為管制界限制和中心線都會隨樣本大小變化而變化。這種變異使 NP 或 C 管制圖變得難以解釋。當樣本大小總是變化時,請使用 P 或 U 管制圖。
聲明: 本文純粹學術性研討, 內容所提及任何關於 Minitab 專有創作文字, 圖像與架構…等皆屬Minitab Inc. 版權所有, 嚴禁商業上轉貼使用.